
Project Description
The key objective of the project was to reduce the aged/obsolete switchgear that was calculated to have a lower fault current rating to that of the network, and required the replacing of:
- Two 40+ year old 11kV High Voltage (HV) Long and Crawford switchgear.
- One 30+ year old 11kV GEC OLX switchgear.
- One 20+ year old 3.3kV starter panel.
The installation of two remote switching panels for the new switchboards further reduced risk by removing the HV operators away from potential ‘Line of Fire’ safety risks that prevailed whilst operating the old 11kV and 3.3kV switchgear.
The original scope of the project was to replace the existing switchgear located within the remote satellite HV substations, however in the Select Phase of the project we identified a cost saving and risk reduction benefit of consolidating the number of HV locations by feeding the loads from a compliant fit for purpose substation and switchgear. This reduced the costs of bringing the remote substations up to latest specifications to meet the latest company standards. This was achieved by utilising four spare feeders within the existing switchgear and adding a four panel 11kV sub board, a two panel 3.3kV motor control centre (MCC) and a 750kVA 11kV/3.3kV transformer.
In total, 10 drives required relocation from the old satellite switchgear to the new substation. In addition, 3500m of HV power cabling and control cabling via cable duct, direct buried and cable ladder installation methods (using nylon sheathed cable for termite protection) was installed.
The substation was upgraded with the following new equipment:
- One 3.3kV MCC (two panel).
- One 11kV Switchgear (four panel).
- Feeder, motor, bus zone and arc flash protection relays fully integrated into the switchgear panels.
- Trip and control battery chargers.
- Remote switching panels for circuit breaker operation.
- Modify the existing process control system rack, to include new panel communication and I/O.
- Modify site load shedding panel to incorporate new feeders and test in conjunction with site power supplier.
- One refurbished 750kVA 11kV/3.3kV transformer.
Fields Contracting Engineers were engaged to complete the Pre-feasibility, Design and Execution phases of the project.
FCEng Scope
- Cost & schedule plans.
- Phase reports.
- Development of a detailed migration plan and schedule that allows drives to be migrated, transformer powered and commissioning completed with minimal disturbance to production.
- Management of shut-down planning to ensure minimal impact and downtime on operations and overlapping projects or other site maintenance works during commissioning.
- Development of detailed method statements and commissioning Inspection Test Plans (ITP’s) for each migration stage.
- Development of system checks and controls to allow the commissioning activities to proceed in a safe and orderly manner.
- Attend all HAZOP and other related project meetings as required.
- Manage the site “Technical Query” process and provide timely responses to engineering technical and other queries, ensuring there is a system in place and used for customer acceptance.
- Manage the ABB Factory Acceptance Test (FAT) and project punch list register until all items have been resolved.
- Engage the required technical resources when required.
- Complete detailed site “as building” review of project drawings to ensure there are no significant issues encountered during drive migration.
- Verify compliance on all electrical (and mechanical when appropriate) design drawings, specifications, operating and maintenance manuals produced by the vendors.
- Perform earth testing for step and touch potential and develop report.
- Ensure all engineering work is performed to company standards and that all engineering and procurement activities are completed on schedule.
- Provide support during start-up while new plant or interfaces to old plant are subject to performance and acceptance testing.
- Ensuring Quality Assurance/Quality Control (QA/QC) standards are maintained during the construction and migration activities.
- Manage the complete project drawing set and ensure all changes are clearly marked on the drawings.
- Ensure the migration method statements are fully adhered to and all ITP’s are completed, documented and signed off.
Project Summary
The project was successfully completed with no recordable incidents and no impact on production outside of planned outage. Site acceptance testing was completed prior to energisation of the new switchboards and transformers. Migration then progressed as per the migration plan and schedule for ten drives. The switchboard incomers and bus ties are now remotely racked in/out and the circuit breakers closed/tripped removing the HV operator away from the “Line of Fire”.
-

- New 3.3kV Schneider switchgear with existing GEC VLX

-

- Decommissioned switchgear

-

- Part of new 11kV ABB switchboard

-
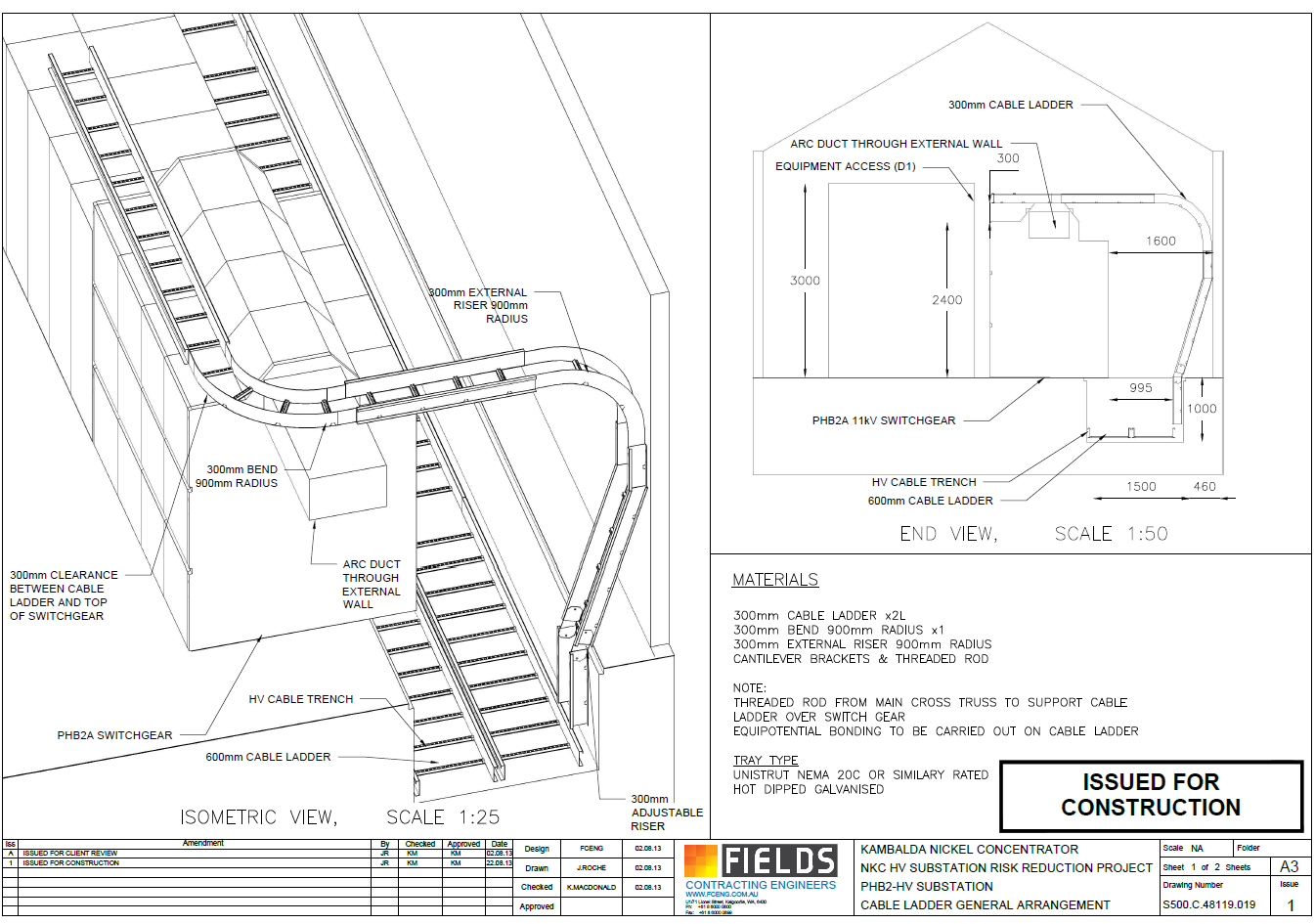
- General Arrangement drawing new panel and cable ladder
Comments are closed.