
Project Description
The key objective of the project was to improve plant reliability by replacing the obsolete ZA6 and ZA8 air compressors with new 11kV 900kW Atlas Copco ZH15000 two stage turbo compressors. These low pressure high volume compressors are used for concentrate train unloading and for concentrate transfer from the silos to the flash furnace feed bins.
Fields Contracting Engineers (FCE) were initially engaged as the electrical consultants for the site construction and commissioning phases of the project, but this expanded to project management following the resignation of the site project manager. FCE assisted the client with reducing project costs by reviewing alternative cost effective locations for the new compressors. Installation costs were significantly reduced by relocating the compressors to a more central plant area, which allowed the project to progress within budget.
Equipment supply for the new installation included:
- Four 11kV 900kW Atlas Copco ZH15000 two stage turbo compressors.
- One new transportable High Voltage (HV) substation and switchgear supplied by Areva (now Schneider). The substation was supplied fitted with a VESDA fire detection system, arc venting, HVAC pressurising system, remote switching panel, Vamp Arc Detection system, Emerson UPS systems and Emerson tripping and closing circuit’s battery and charger systems.
- One new Areva 11kV VCB, Micom P143 protection relay and Vamp arc flash system to be retrofitted to an existing 11kV switchboard to supply the new HV substation.
- Twenty one 415V MCC modules to be retrofitted to an existing switchboard to supply all Low Voltage (LV) compressor equipment.
- Four compressor cooling towers supplied by Evapco.
- One chemical dosing station supplied by GE Betz.
- Yokogawa DCS control system remote FCS – tied into the existing plant control system to control all new compressor equipment.
- Various miscellaneous field instruments to measure flow, pressure, temperature, conductivity and more, from various suppliers.
FCEng Scope
- Project cost control, scheduling and reporting.
- Manage the site “Technical Query” process and provide timely responses to engineering technical and other queries, ensuring there is a system in place and used for customer acceptance.
- Manage the Areva (now Schneider) Factory Acceptance Test (FAT) and Atlas Copco FAT punch-lists until all items are resolved.
- Engage the required technical resources when required.
- Verify compliance on all electrical and mechanical design drawings, specifications, operating and maintenance manuals produced by the vendors.
- Development of detailed commissioning method statements and Inspection Test Plans (ITP’s).
- Ensuring Quality Assurance/Quality Control (QA/QC) standards are maintained during the construction and migration activities.
- Ensure the commissioning method statements are fully adhered to and all ITP’s are completed, documented and signed off.
- Management of shut-down planning to ensure minimal impact and downtime on operations.
- Coordinate and manage site commissioning and site acceptance testing.
- Provide support during start-up whilst new plant or interfaces to old plant are subject to performance and acceptance testing.
- Manage the complete project drawing set and ensure all changes are clearly marked.
Project Summary
The project was successfully completed with no recordable incidents and no impact on production. Site acceptance testing was completed prior to energisation of the new switchboards, compressors, cooling towers and other auxiliary equipment. Compressor commissioning was completed and all equipment handed over to production ahead of schedule.
The new compressors reduced train unloading times by approximately 30% reducing bottlenecks with train movements, allowing greater flexibility and removing production risk from this plant area. The new HV substation has been built to maximum safety requirements. Fire rated walls, arc flash detection, arc flash ducting and venting, VESDA fire systems and remote switching were some of the safety features installed in this substation.
-

- New 11kV substation being moved into position

-

- Four new compressor cooling towers

-

- Areva 11kV Switchboard

-

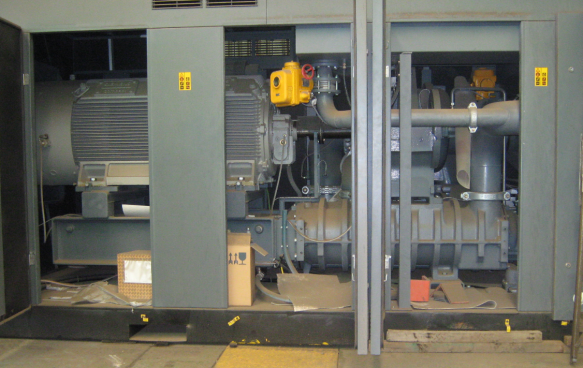
- Atlas Copco ZH15000 Compressor
-

- Finished plant area – compressors (under cover), substation on the right, cooling towers at the rear

-
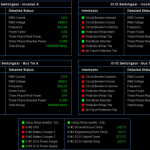
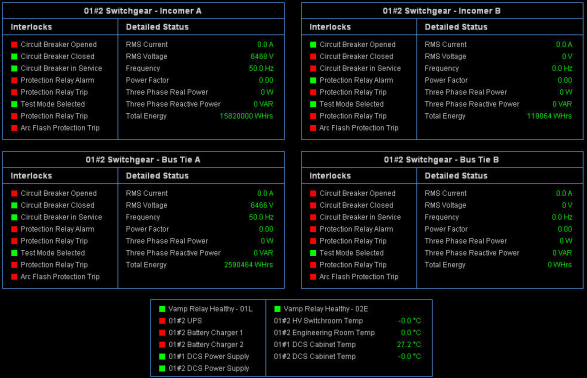
- CitectSCADA ccreen showing HV switchgear data
Comments are closed.